1.����䓊Aɰ�ܷ�
������䓊Aɰ�ܷӵ�ԭ���z��̫��������z���^��̫��؛�����۟�݁�ض�̫�������֬�ܻ�Ƿ�ã��z�����ܺܺõ�ճס��о��������z��������������������������Óģ������̫�������մ��о��������
��Q���������z���ĺ��z���������������ˡ����z����Ҫ�к��|(zh��)��Ҫ�������ڟ�݁�ض��{(di��o)���c(di��n)�����ʹ�z����(j��ng)�^��݁�r������z���l(f��)ܛ�l(f��)ճ�������ܰ���(w��n)��ճ�ù�о�����{(di��o)���z�����������ܲ�������Óģ����p����������
2.����䓊Aɰ�܃�(n��i)������
��ԭ���ǣ���Ҫ�����^���]�N�o��о����
��Q�������ٿv�rҪע�����������ȻҪ�����^���N�oƽ�ڹ�о������
3.����䓊Aɰ�ܹ̻������ݻ���
���ӹ̻������ݵ���Ҫԭ�����z���]�l(f��)�ﺬ��̫��������������ƜضȽ�����������ٶȿ죬�z���ē]�l(f��)��������]�l(f��)�����������ښ����ڹ܃�(n��i)������(d��ng)���Ӽӟ�̻��r��������䚈����]�l(f��)���ܟ���Û�����ڹ��ӳʬF(xi��n)�������
��Q�����������z���]�l(f��)�ﺬ�����m��(d��ng)��߾��Ɯض��������������ٶȡ����ӹ̻����𰙵�ԭ�����z�����z������������Q�������m��(d��ng)�����z���ĺ��z�������;��Ɯض�������
4.����䓊Aɰ����늉�������
�l(f��)��ԭ��
�پ��ƕr�z������������Ɯضȵͻ�����ٶȿ죬ʹ���c��֮�gճ�Y(ji��)Ƿ�������������Г]�l(f��)������ࣻ
�ڹ��ӹ̻�����ȫ���
��Q������������z����������߾��ƜضȻ���������ٶ�������{(di��o)��̻���ˇ����(d��n)�����ӹ̻���ȫ���




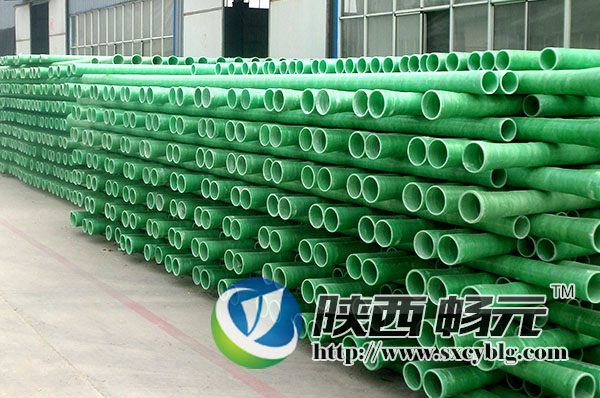
 ���I(y��)�IJ������|�����a(ch��n)�S��
���I(y��)�IJ������|�����a(ch��n)�S�� ����䓊Aɰ�܌��I(y��)�����a(ch��n)�S��
����䓊Aɰ�܌��I(y��)�����a(ch��n)�S��