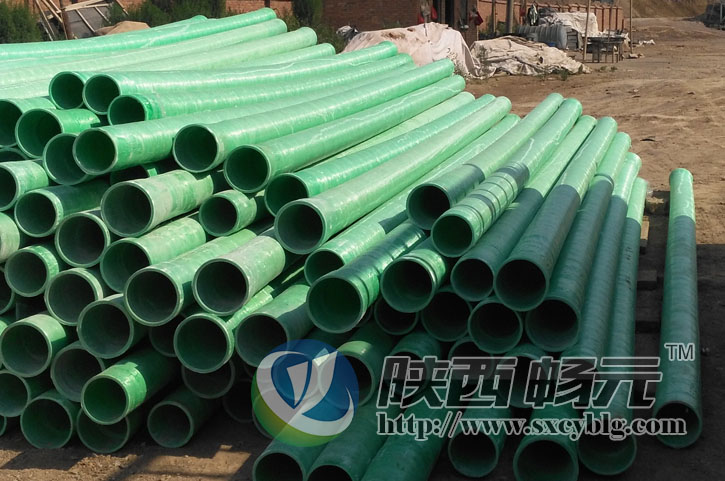
Ӱ�䓹�3PE�����Ӻ�Ⱦ����Ե�ԭ���Ʒ���
ժҪ:���Џķ���䓹ܵĽY(ji��)��(g��u)����������B�˷����Ӻ�Ⱦ����Ե���Ҫ�ԺͿ���Ŀ�����������䓹��Π��������������ˇ������I(y��)�����ȡ���݁���غ�ˮ��sЧ���ȷ��������Ӱ푷����Ӻ�Ⱦ����Եľ��wԭ���������������䓹��Π�����������߂���(d��ng)�����̶ܳ���������։�݁�≺��(w��n)���ͼӏ�(qi��ng)ˮ��sЧ���Ƚ�Q�������������˷����Ӻ�Ⱦ����ԡ�
�P(gu��n)�I�~:䓹�;3PE;������;���;�������ЈD���̖(h��o):TE8�īI(xi��n)��(bi��o)�R(sh��)�a:A���¾�̖(h��o):1004��9614(2018)03��0060��03
��easonsofAffectingThicknessUniformityof3PEAntlcorrosionLayerofSteelPipeandControlMeasures
HOUZhao-yong�����WANGGang�������ZHUXu
(ShandongShengliSteelPipeCo������Ltd�����Zibo255082�������China)
Abstract:Thispaperstartedfromtheanticorrosionpipestructure���expoundedtheimportanceandcontrolobjectiveofanticorrosionlayerthicknessuniformity��fromtheanalysisofsteelpipeshape�������anticorrosiontechnology�������operatinglineaccuracy��compressionroller����watercooling�����etc������thespecificreasonsthataffecttheanticorrosionlayerthicknessuniformitywereanalyzed�����thesolutionstoimprovethesteelshapeprecision�����improvethetransmissionlineprecision��maintainpressurerollpressurestabilizingandstrengthenthecoolingeffectofwaterwereproposed����improvingthethicknessuniformityoftheanticorrosionlayer��
Keywords:steelpipe;3PE;anticorrosionlayer;thickness;uniformity
0����
���͚�ݔ�ͷ�ʽ��������ܵ�ݔ����������e���L(zh��ng)ݔ�ܵ�ݔ��ռ��(j��)����Ҫλ�������Ȼ���ܵ����������������ˮ��������sɢ��������ص�Ӱ푣�1���������L(zh��ng)ݔ�ܾ�����(hu��)���F(xi��n)���g�F(xi��n)������ɹܾ�й©�Ⱥ�������
13PE����䓹ܽY(ji��)��(g��u)������
�����ӌ�(du��)���ٵı��o(h��)���ð������x��������������g���ú�늻��W(xu��)���õ�������Ҫ��Ϳ�ӱ��������o(w��)ᘿ��������������ܵ�Ϳ���ڽ�(j��ng)���P�Ĺܵ�������ϣ�2�ݣ��_(d��)���ܵ��������Ŀ���������
3PE�����ӵĵ�ͨ����h(hu��n)����ĩͿ�ӣ����g�Ӟ��zճ����������Ӟ����ϩ�ӣ�3��������3PE�����Ӽ����۽Y(ji��)�h(hu��n)��(FBE)��(y��u)���ķ������ܣ����õ�ճ�Y(ji��)���c��ꎘO���x�����Լ�����ϩ��(y��u)���ęC(j��)е���������^�����ܵ������ͬ�r(sh��)�����Ӻ�Ĥ������߷����ӷ����gЧ������Ҫ;������������ӷ����Ӻ�ȿ��Ԝp����������ᘿ�ȱ�������߷���Ч���������
Fich���ɱ���������Һ�w���|(zh��)�B�����w���c���ٽ�
�ո�����:2017��11��20
��ĕr(sh��)�g�c���w�Ӻ�ȳ����������ʽ(1)��ʾ������
T=L2/(6D)(1)ʽ��:T��Һ�w���|(zh��)�B�����w���c���ٽ���ĕr(sh��)�g;
L�鸲�w�Ӻ��;D��Һ�w�ڸ��w�Ӄ�(n��i)�ĔU(ku��)ɢϵ��(sh��)��4�ݡ�
�ɴ˿�Ҋ(ji��n)����������Ӻ�Ȍ�(du��)����Ч��������Ҫ���������������������(du��)�����ԭ���L(zh��ng)ݔ�ܵ����ԣ����������ӳ��F(xi��n)��Ȳ�������r���������е�ˮ���������g��Һ�w���|(zh��)���ܵ�������ӝB�����w���c���ٽ���ĕr(sh��)�g��ͬ��������@���ڹܵ������ֲ��͕�(hu��)ʧȥ���x��������M(j��n)����(du��)��̎���w���������a(ch��n)�����g���ڕr(sh��)�g���������ص������������l(f��)���ܱڸ��g�����������Ķ���ɹܾ�й©���¹������c��ͬ�r(sh��)�������Ĺܵ���ꎘO���o(h��)�Ƕȁ�(l��i)�f(shu��)�������������|(zh��)���ã��t�ܵ���ꎘO���o(h��)�����ĵ�����٣�5���������ÿ��(g��)ꎘO���o(h��)վ�ı��o(h��)���x�L(zh��ng)��������Ԝp��ꎘO���o(h��)վ�Ĕ�(sh��)��������(ji��)ʡ�ܾ��Ŀ�Ͷ�Y����
2���������a(ch��n)�^(gu��)����Ӱ푺�Ⱦ����Ե�����
2��1䓹ܱ����Π��ԭ��
2��1��1䓹ܺ��p����
��3�ں����µ�:Ӱ�䓹�3PE�����Ӻ�Ⱦ����Ե�ԭ���Ʒ���61
����䓹ܵĺ��ӹ�ˇԭ����������a(ch��n)�^(gu��)�����γ�ͻ���ڹ��wĸ�ĵ�¡�֣��@�l¡��ĺ����߶Ȍ�(du��)3PE�����ӵĺ�Ȯa(ch��n)�����^���Ӱ푣����p���̎������(d��ng)���������(hu��)��(y��n)��Ӱ푷����ӵ�Ч�����������?y��n)?PE����������þ���ϩ�ǟ����Բ��������3PE���������a(ch��n)�^(gu��)���У�����ϩ���p�@�εĹ����ضȸ��_(d��)200�������������������ϩ����Ӳ�Ȳ����������ߜ����ڠ�B(t��i)����Ӳ�ȸ��������䓹ܺ��p����ͻ�����w�⣬��䓹ܹ��w�c��݁�Ľ��|�D�������������p̎�ķ����ӳ��ܵĉ����^��Ҳ���^�������������w�Ϻ��p̎�����Ӻ�ȱȹ��w̎С�����GB/T23257��2009�������|(zh��)�ܵ�����ϩ�����ӡ�Ҏ(gu��)��:���p��λ�����Ӻ�Ȳ�С��Ҏ(gu��)��ֵ��70%��������p��߳��^(gu��)��(bi��o)��(zh��n)Ҫ�����������ڠ�B(t��i)�ľ���ϩ�ں��p̎�p�@�r(sh��)���ܵĉ���������ӣ����p̎�ľ���ϩ�Ӻ�Ȝp�ٸ�����������ɷ����Ӻ�ȵ��ڷ�����(bi��o)��(zh��n)�ɞ�U�ܣ�Ҳ������ɷ������_(k��i)���������Ӱ푷������a(ch��n)�������M(j��n)�����������һ����������߀���ں��p�^(gu��)�ɲ���A��������F(xi��n)"�~(y��)��"����"�R��"�Ⱦֲ�ȱ������ͬ�ӌ�(du��)̎�����ڠ�B(t��i)�ľ���ϩ�p�@�^(gu��)���еľֲ���������(du��)���ӣ������Ӿֲ����׃�����������ɷ����Ӻ�Ȳ������������
2��1��2䓹ܹ��w����
䓹ܹ��w����Ӱ푷����Ӻ�Ⱦ����Ե�ԭ����Ҫ��䓹ܵ�ֱ��ƫ��͈A��ƫ�����һ����r�£�䓹ܶ�����һ����ֱ��ƫ��͈A��ƫ���6�������䓹ܳ��͡������^(gu��)���г��F(xi��n)�IJ��ɱ����ƫ���������䓹����a(ch��n)�r(sh��)��䓹��ڷ���������䓹��S�����S����������ɷ������I(y��)���ϵ�݆݁����(d��ng)������ǰ����(d��ng)�������䓹�ֱ��ƫ��Ĵ�����������(d��o)��䓹��ڂ���(d��ng)���ϴ���һ��������(d��ng)�F(xi��n)�D���C(j��)����ڵ�䓹ܱ���ľ��x�r(sh��)�h(yu��n)�r(sh��)��������ϩƬ���S䓹�����(d��ng)�r(sh��)�o�r(sh��)�ɣ���݁��(du��)�����ӵĉ���Ҳ�r(sh��)��r(sh��)С����������|�r(sh��)�o�r(sh��)����������@Щ����(hu��)��(du��)�����Ӻ�ȵľ����Ԯa(ch��n)������Ӱ�����䓹܈A��ƫ�(du��)�����Ӻ�Ȳ�����Ӱ��������c䓹�ֱ��ƫ�(du��)�����Ӻ�Ȳ�����Ӱ�
���ơ�
2��2������ˇ���������I(y��)�����ȵ�Ӱ�
��(du��)�ڇ�(gu��)��(n��i)��Ҫ��䓹�3PE�������a(ch��n)�����L(zh��ng)ݔ�͚�ܾ���3PE����������a(ch��n)���Â�(c��)���p�@��ˇ�����������䓹����a(ch��n)�r(sh��)�Ⱥ�(du��)䓹�������M(j��n)�Эh(hu��n)����ĩ��Ϳ����zճ���Ӻ;���ϩ���p�@��������Ӳ��ֵľ���ϩ�ͺ��p�ɂ�(c��)�ľ���ϩ��ȫ݁���܌�(sh��)�����zճ���Ӻ;���ϩ�ӵĴ�����p�@��ˇҪ��Q�����Ա��C�zճ���Ӻ;���ϩ����䓹�������γ������ķ���Ϳ�������l(f��)�]���x����������g�ȿ����g�����������p�@�r(sh��)ÿ�δ�Ӳ����zճ���;���ϩ��ʹ���������ಿ�ֵ�2�������^���γɴ�Ӳ��ֺ�ȸ����������������ɷ����Ӻ�Ȳ�����
������������w��(l��i)�f(shu��)���3PE�������a(ch��n)���Ԅ�(d��ng)���̶��^��������O(sh��)�侫��(x��)���̶Ȳ������䓹��\(y��n)�е�ƽ��(w��n)��Ƿȱ����Ӱ푷����Ӻ�ȵľ�����;����������ݾ��������������7�ݵȅ���(sh��)�ܵ����I(y��)�����ȵ�Ӱ�����������Ó�ܼ��{(di��o)���^(gu��)���������������(hu��)�a(ch��n)��һ���̶ȵ��`�����Ӱ푷����Ӻ�ȵľ����ԡ�
2��3��݁���ص�Ӱ�
��݁�Ǵ_����Ӳ��־���ϩ�����p�ɂ�(c��)�ľ���ϩ��ȫ݁���܌�(sh��)����Ҫ�b��������݁̎�ھ���ϩƬ���c���w�����|λ�������@�r(sh��)Ƭ�Ĝض���200������������̎�����ڠ�B(t��i)�������l������������݁Ӳ�Ⱥ͚≺�IJ���(d��ng)����(hu��)��(du��)����ϩƬ�Įa(ch��n)��Ӱ푣��Ķ�Ӱ푷����Ӻ�ȵľ���������
2��4ˮ��sЧ����Ӱ�
䓹�Ϳ�����M(j��n)��ˮ��s��ˇ������ض��Ը��_(d��)200����������������ܿ��ٽ��;���ϩ�ض����������߷�����Ӳ���������ݔ��݆݁�ĔD��Ħ���������������׳��F(xi��n)��Ȳ�����r������(y��n)�ؕr(sh��)����ϩƬ���c݆݁ճ�B������p�ķ�������������⣬����䓹��M(j��n)��ˮ��κ�����������sˮ�������£������ӱ������ȱ���s�������Ӳ��ҲѸ��
������
3���ƴ�ʩ
ᘌ�(du��)������r���������鱣�C3PE�����Ӻ�ȵľ���һ���������(y��ng)ԓ����(y��ng)��ȡ���¿��ƴ�ʩ��
(1)���䓹����γߴ羫������ʹ���p�A�������ͺ��p�߶��������ǰ����(n��i)�ݿ��Կ���������䓹ܵ����γߴ猦(du��)�����Ӻ�ȵľ������кܴ�Ӱ������?y��n)�䓹܈A�Ⱥ�ֱ����ƫ���(hu��)���䓹ܵ�����(d��ng)��Ӱ�䓹ܵĂ���(d��ng)ƽ��(w��n)�������^��Ӱ푵�Ϳ����λ��ˮ�ܶη������c��݁�͂���(d��ng)݆݁�Ľ��|��(qi��ng)����������ڲ���(d��ng)����������������F(xi��n)�����Ӻ�Ȳ�������r��ͬ�r(sh��)�������ӏ�(qi��ng)���p��߿������������C���p��ƽ���^(gu��)�������Ҫ�r(sh��)��ĥ���p�Ԝp����ߡ����w��ʩ���ں��ܳ��ͷ�����������߳���݁��λ���ȣ����ָ�����݁�\(y��n)�D(zhu��n)�`�����������(g��)݁��ˮƽ��һ��;���ӷ����ǼӴp�¿ڽǶ�;䓰��f�ͷ������ڌ�(d��o)��ǰ����1����݁������@Щ��ʩ����߳��ͼ��f�ͷ�(w��n)���ԣ�ʹ���p���ӈA�����������ͺ��p�߶������pС�������γߴ�ƫ�������������M(j��n)һ���p�ͺ��p���������b��ȫ���p��ĥ�O(sh��)�䣬�������õ�Ч������
62PipelineTechniqueandEquipmentMay.2018
(2)��߂���(d��ng)���ľ��̶ܳ�����Ҳ������߂���(d��ng)���\(y��n)��ƽ��(w��n)������p��䓹ܲ���(d��ng)��ɷ����Ӻ�Ȳ�������r;���⣬����Ԅ�(d��ng)��ˮƽ�������C�ݾ�������ӵȼ��g(sh��)����(sh��)��һ���������������(j��)���P(gu��n)�ݾ��{(di��o)������ӵȷ���ļ��g(sh��)�Y����������Y(ji��)�Ϲ��͂���(d��ng)���ļ��g(sh��)��r�ȴ_������(y��ng)���ݾ�����������ڂ���(d��ng)���ϰ��b�̶ȳߺͽǶȳ�������_��ÿ�N�����ݾ�ʹ��������Ҫ��
(3)�ڱ��C݁���܌�(sh��)�Ļ��A(ch��)�ϱM���x��Ӳ���^�͵ĉ�݁�����։�݁�≺���m(x��)��(w��n)������鱣�։�݁�≺�ķ�(w��n)���ԣ��鉺݁������1��(g��)С��(ch��)�������M(j��n)һ���p�������Ú��O(sh��)�䌦(du��)��݁�≺�ĸɔ_��
(4)�ӏ�(qi��ng)ˮ��sЧ�������ʹ�M(j��n)��ˮ�ܶεķ����ӿ���Ӳ��������݆݁�D��Ħ����ɵķ����Ӻ�Ȳ����̶��������e�nj�(du��)�ڴ�ڏ����䓹ܣ�����ɢʧ���^����������C��(du��)�������������s��ˮ�⣬���b�˷����܃�(n��i)����s�b�����������o���������sˮ���ٽ��ͷ����Ӝضȣ���Ч��߷�����Ӳ���ٶ�����p�ٷ����Ӻ�Ȳ�����r��
4�Y(ji��)Փ
ͨ�^(gu��)��ȡ������߷����Ӻ�Ⱦ����Եķ����������3PE�����Ӻ�Ȳ����F(xi��n)��õ��˸����������w�����|(zh��)���M(j��n)һ������������Ŀǰ�@Щ��ʩֻ����䓹ܺͷ����S
(�Ͻӵ�54�(y��))
(2)ͨ�^(gu��)ܛ��ģ�M�õ������ܵĴ�(y��ng)��λ���������������IJ���;
(3)����������Ԫ������r���ҔM���ˑ�朾����ܵĺ���(sh��)������
�����īI(xi��n):
��1�݄����o�������(sh��)�࣬�����࣮�������ܾC�ϭh(hu��n)���l���O(sh��)Ӌ(j��)��(bi��o)��(zh��n)�о���J�ݣ���������2001�����19(2):13��17��
��2�ݰ��d�m�����ڑT����ϵ���ˮ䓑�朾����ܷǾ��Է��������о���D�ݣ����u:�Ї�(gu��)�����W(xu��)�������2009��
��3��KIMS��KIMMH��DynamicbehaviorsofconventionalSC��andlazy-waveSC��forFPSOsindeepwater��J�ݣ�OceanEngineering�����2015�����106:396��414��
��4�ݶ�����(qi��ng)���䓑�朾����ܵķ����c�O(sh��)Ӌ(j��)��D�ݣ������I:�����I���̴�W(xu��)��2008��
��5�������c����|(zh��)��朾��������W(xu��)�����cƣ�ړp��������D�ݣ��Ϻ�:�Ϻ���ͨ��W(xu��)�������2011��
��6��HEXY����LIHN����esearchonpileswithsmalldimensionunderthecombinationofseismicandwaveaction��J�ݣ�JournalofEarthquakeEngineering��EngineeringVibration��2007���
27(5):139��145��
���ߺ�(ji��n)��:������(1993-)���Tʿ�о�������о�����?y��n)麣��ʯ���b���O(sh��)Ӌ(j��)�c�_(k��i)�l(f��)��E-mail:907644846@qq��com
��ȡ�����������M(j��n)һ���pС�����Ӻ�Ȳ��������������߀��Ҫ䓹��O(sh��)��ͷ������a(ch��n)������S���ṩ���߾��ȵ�
���a(ch��n)�O(sh��)�������Ķ�����O(sh��)���\(y��n)�з�(w��n)���������
�����īI(xi��n):
��1������Y������ʥ�������������Ʒ�ܵ�ݔ�ͼ��g(sh��)��M�ݣ�����:ʯ���I(y��)�������������2002��
��2�ݿܽ�������������������溣��͚�ܵ����g�c���o(h��)��M�ݣ�2�森����:�Ї�(gu��)ʯ�������磬2016��
��3�݇�(gu��)�Ҙ�(bi��o)��(zh��n)������ί�T��(hu��)�������|(zh��)�ܵ�����ϩ������:
GB/T23257-2009��S�ݣ�����:�Ї�(gu��)��(bi��o)��(zh��n)�������������2009��
��4�݄��V������������������÷���⃦͚(ch��)�\(y��n)�O(sh��)ʩ�������g(sh��)��M�ݣ�����:�Ї�(gu��)ʯ�����������2016��
��5��·���������������Gϼ���͚�I(y��)�ĸ��g�c���o(h��)��M�ݣ�����:���W(xu��)���I(y��)�������������2015��
��6�݇�(gu��)�Ҙ�(bi��o)��(zh��n)������ί�T��(hu��)��ʯ����Ȼ��I(y��)�ܾ�ݔ��ϵ�y(t��ng)��䓹�:GB/T9711-2011��S�ݣ�����:�Ї�(gu��)��(bi��o)��(zh��n)���������2012��
��7���T�Ԗ|����������������g���ȣ�䓹�3PE����ʩ���о���ϩԭ��
�ϵ����Ŀ��ƣ�J�ݣ��⃦͚(ch��)�\(y��n)�����2011����30(4):303��304��
���ߺ�(ji��n)��:������(1967-)�����(j��)���̎���������¹ܵ��������g(sh��)��������E-mail:wo163138533@163��com
���x�����g(sh��)�c���������B�m(x��)�뾎
�����ĺ����ڿ�ҪĿ���[��
����(j��)�īI(xi��n)Ӌ(j��)���W(xu��)��ԭ���ͷ�����������(j��ng)�о��ˆT��(du��)���P(gu��n)�īI(xi��n)�ęz������y(t��ng)Ӌ(j��)�ͷ������Լ��W(xu��)�ƌ����u(p��ng)���������
���x�����g(sh��)�c���������뾎�����ĺ����ڿ�ҪĿ���[��2014���(����7��)֮�C(j��)е������x�����I(y��)����ڿ�������
�����ĺ����ڿ�ҪĿ���[������1992�ꡢ1996�������2000���������2004���������2008���������2011������^(gu��)6�������
���x�����g(sh��)�c���������ڿ����B�m(x��)7���뾎�����ĺ����ڿ�ҪĿ���[��������
�u(p��ng)�x�����ڿ��Ĺ��������\(y��n)�ÿƌW(xu��)������(du��)���N������һ���r(sh��)�ڃ�(n��i)�����dՓ�ĵČW(xu��)�g(sh��)ˮƽ�͌W(xu��)�g(sh��)Ӱ����M(j��n)�оC���u(p��ng)�r(ji��)��һ�N���л��(d��ng)������
��(du��)�����ڿ����u(p��ng)�r(ji��)���ö����u(p��ng)�r(ji��)�Ͷ����u(p��ng)����Y(ji��)�ϵķ���������������u(p��ng)�r(ji��)ָ��(bi��o)�wϵ�����˱�����������ժ����������������������������12��(g��)�u(p��ng)�r(ji��)ָ��(bi��o)���x���u(p��ng)�r(ji��)ָ��(bi��o)�y(t��ng)Ӌ(j��)Դ�Ĕ�(sh��)��(j��)��(k��)����ժ�����_(d��)��50��N�������y(t��ng)Ӌ(j��)�����īI(xi��n)��(sh��)����Ӌ(j��)65�|��ƪ�Σ��漰�ڿ�14728�N������Ӻ����ڿ��u(p��ng)���ČW(xu��)�ƌ����_(d��)3700��λ��
��(j��ng)�^(gu��)�����Y�x�͌��Ҷ����u(p��ng)���������҇�(gu��)���ڳ���������ڿ����u(p��ng)�x��1983�N�����ڿ�������




 ���I(y��)�IJ������|�����a(ch��n)�S��
���I(y��)�IJ������|�����a(ch��n)�S�� ����䓊Aɰ�܌��I(y��)�����a(ch��n)�S��
����䓊Aɰ�܌��I(y��)�����a(ch��n)�S��